|
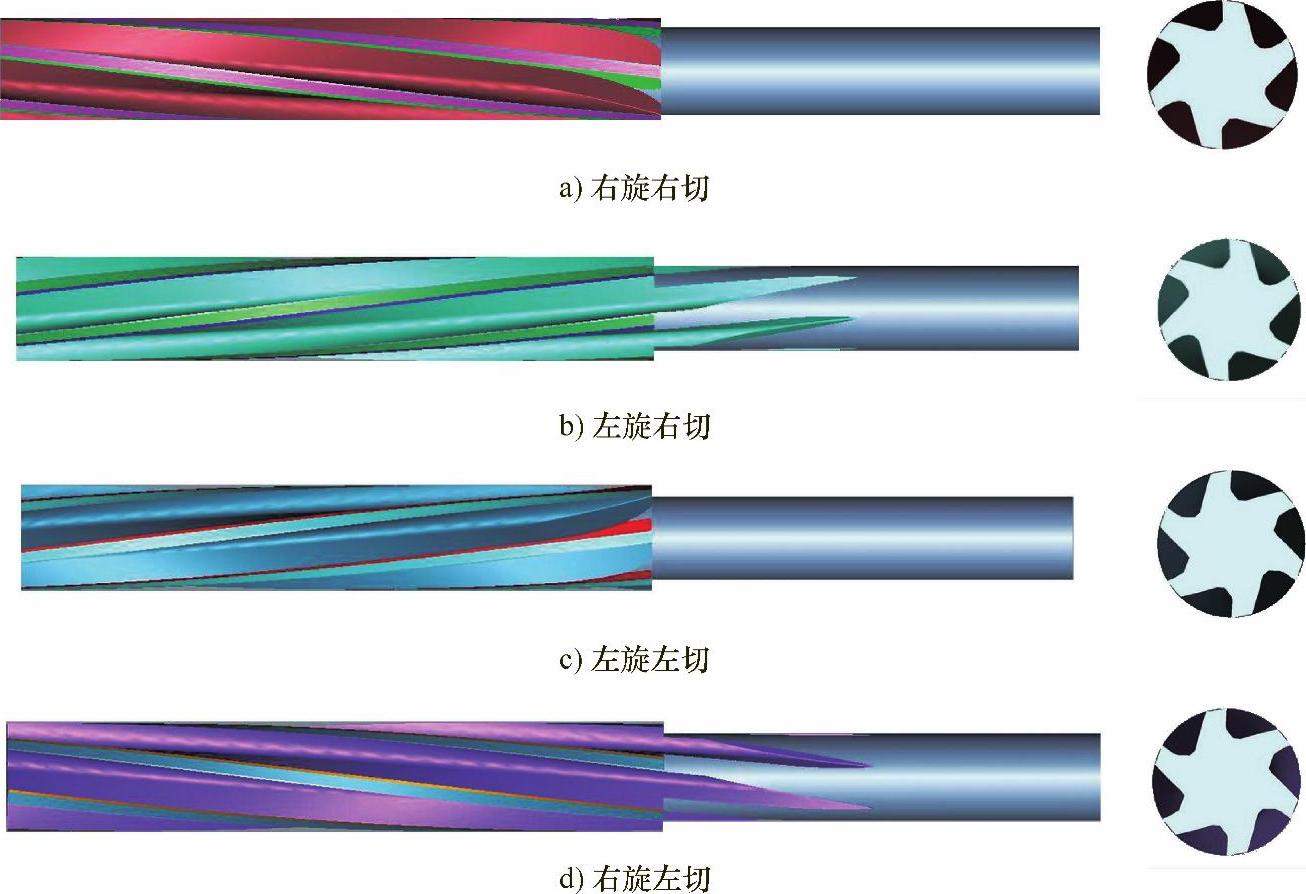
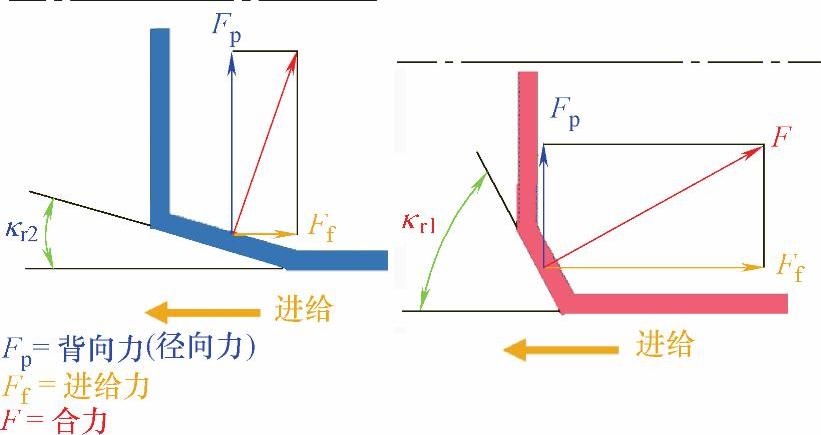
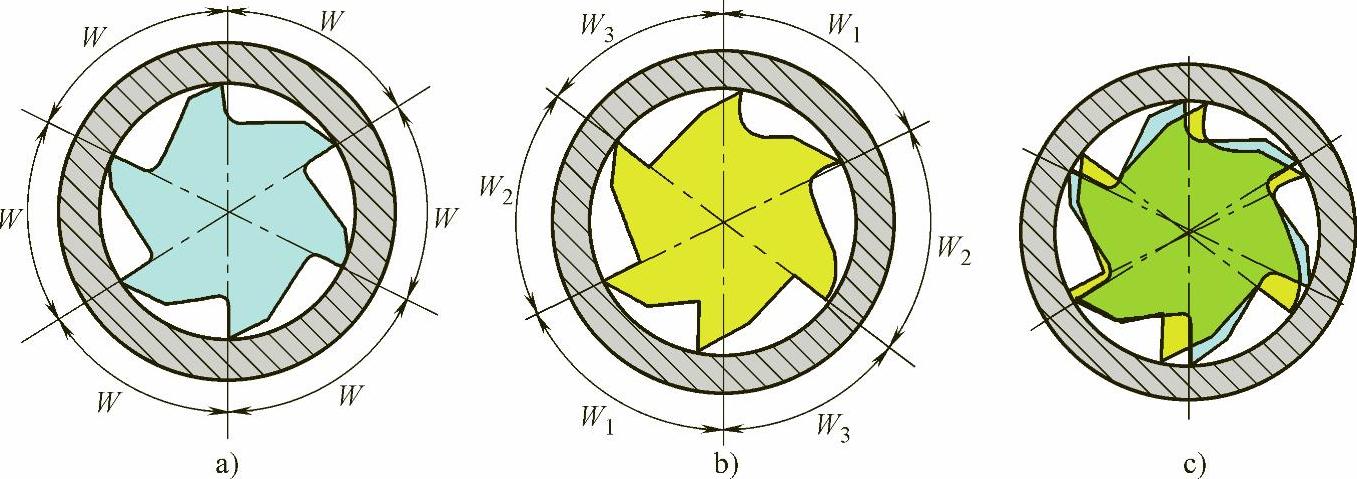
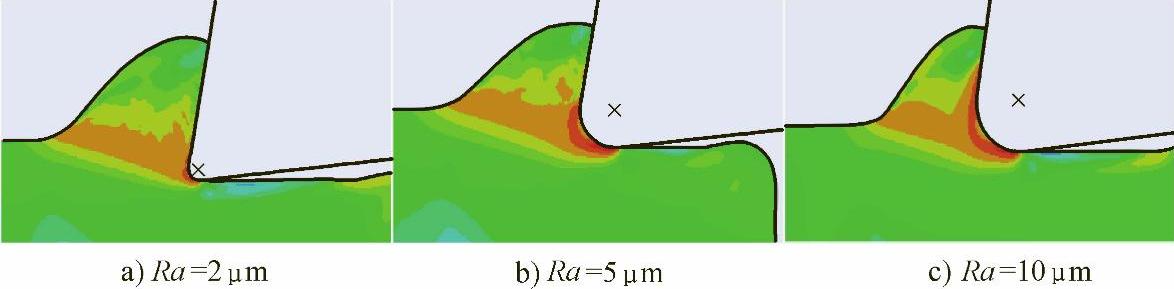
■铰刀的组成部分 铰刀与钻头类似,主要也由三部分组成: 1)工作部分:带有切削刃和容屑槽的部分(图2-14中红色部分)。 图2-14 机用铰刀组成部分 2)柄部:用以夹持和驱动的部分(图2-14中蓝色部分)。 3)颈部:工作部分和柄部之间的过渡部分(图2-14中黄色部分)。这一部分在功能上起引导铰刀沿预制孔轴线进给的作用。 ■工作部分的结构要素 铰刀的工作部分,又可以分为三个部分: 1)引导锥(图2-15中绿色部分),它的作用是将铰刀引导进已加工完成的预制孔,使铰刀的中心线与预制孔的中心线重合。 图2-15 机用铰刀工作部分的组成 2)切削部分(图2-15中棕黄色部分),可切除铰削余量。 3)校准部分(图2-15中浅蓝色部分)主要承担保证方向、校准尺寸、修光作用。 ■铰刀的旋向和切削方向 铰刀根据螺旋方向(简称“旋向”)和切削刃方向(简称“切向”),可以分为右旋右切、左旋右切、左旋左切和右旋左切四种(图2-16)。 切向主要取决于机床主轴的旋转方向,常见的切向是右切。当铰刀为右切时,右旋铰刀的刃倾角为正向,切屑向已加工表面(即刀柄方向)排出;左旋铰刀的刃倾角为负值,切屑会向前排出,这种旋向和切向组合的切屑向未加工表面排出,切屑不易卡在铰刀的后面和已完成铰孔的孔之间,因此不易拉伤铰完的加工表面,孔的表面质量更容易得到保障。 但是,当铰刀的旋向和切向不同时,切削刃的实际切削前角会减小,这对于切削层厚度较小(即铰削余量较小)、刃口钝化值又较大时,会导致不易切入而出现打滑现象,容易引起刀具振动。 ■铰刀几何角度 ◆切削齿的几何角度 铰刀切削部分(图2-15中棕黄色部分)刀齿(简称“切削齿”)的基本几何角度如图2-17所示。铰刀切削部分的每个刀齿有前面、主后面、副后面等部分,切屑由前面(又称“前刀面”)流出,主要的切削工作由前面和主后面的交线的主切削刃(图中紫色)承担,修光已加工孔的表面主要由前面和副后面的交线副切削刃(图中青色)承担,主、副切削刃的交点是刀尖(图中红色),这些概念与车刀、铣刀、钻头是一致的。铰刀的主偏角κr以利于在一定的长度上分配切削量,但切削齿不带有刃带(图2-17中bα为刃带宽)。主剖面A—A(剖切位置如图中粗红黑线所示,剖示图以淡红底色)上的切削角度是前角γo(图中红色所示)和后角αo(图中绿色所示)。径向剖面B—B(剖开位置如图中粗绿黑线所示,剖示图以淡绿底色)上的切削角度是背前角(径向前角)γp(图中红色所示)和背后角(径向后角)αp(图中绿色所示)。当铰刀的刀齿不平行于铰刀轴线时(图2-16),就有了螺旋角即圆周刃口的侧前角(轴向前角)γf,而在主切削刃上就成了刃倾角。刃倾角的正负则取决于旋向和切向的组合:旋向与切向相同取正值,旋向与切向相反取负值。 •主偏角κr: 主偏角会影响铰刀上切削层的参数(图2-18):在同样的进给量fz下,主偏角κr较大时(图中为红色的κr1),切削层厚度较大(h1)而切削层宽度较窄(l1),切削负荷较为集中,这种主偏角适用于较容易切入的工件材料,可防止刃口打滑;而主偏 图2-16 不同旋向和切向的铰刀(图片来源:斯来福临) 图2-17 铰刀切削部分的主要几何角度 角κr较小时(图中为蓝色的κr2),切削层厚度较小(h2)而切削层宽度较大(l2),切削负荷较为分散,更适用于较硬的工件材料;故主偏角也会影响是否容易切入工件,影响切削齿上切削力的分配,如图2-19所示:较小的主偏角(图中为蓝色的κr2)会有较大的背向力(径向力)Fp和较小的进给力(轴向力)Ff,有利于轻巧地切入;而较大的主偏角(图中为红色的κr1)则会有较大的进给力Ff和较小的径向力Fp。 图2-18 铰刀主偏角对切削层的影响(图片来源:高迈特) 图2-19 铰刀主偏角对切削力的影响(图片来源:肯纳金属) 图2-20 铰刀主偏角和螺旋角对前角的影响(背前角为5°) •侧前角γf 铰刀的螺旋角β就是铰刀的侧前角γf(图2-17),而且随着切削刃选定点所在的直径变小而随之变小(这点可参阅《数控钻头选用全图解》的图2-24),这一点与钻头一样。通常分析铰刀外圆处的侧前角,因为铰刀参与切削的直径范围很小,集中在接近外圆的那段。 图2-20所示为铰刀主偏角和螺旋角对前角的影响(径向前角为5°)。当主偏角为45°时(图中橙色线条),-5°的螺旋角(螺旋角负值是旋向和切向不一致,即左旋右切或右旋左切)前角减小为0°,-10°的螺旋角前角减小为约-3.5°,-15°的螺旋角则会进一步减小到-7.3°。而负螺旋角的实际影响还不止这些,它还可能由于切屑流出方向的变化而使排屑方向的前角进一步加大,并增加这个排屑方向上的刀尖钝化值。 ■铰刀刀齿分布 传统铰刀大部分是多齿的,这就涉及一个问题,即刀齿的分布问题。 图2-21所示为等分齿铰刀和不等分齿铰刀。一般认为,等齿距分布(又称“等分齿”)的铰刀制造和测量都容易(通常价格也相对较低),应用比较广泛。 但等距分布的铰刀在遇到工件中有硬质点等情况时就会出现周期性的让刀现象,致使所铰的孔质量不佳,往往形成多边形孔,难以得到较高质量的孔。因此,为避免因铰刀颤振而使刀齿切入的凹痕定向重复加深,许多铰刀常采用不等齿距分布(又称“不等分齿”)。 图2-21a中蓝色的铰刀代表等分齿铰刀,各齿之间的角度W完全相同。图2-21b中黄色代表不等分齿铰刀,6齿铰刀的齿间有W1、W2和W3三种夹角,这种铰刀三组齿都可以测量直径(现代铰刀多为只有一组可测量直径,其他齿不可用于测量直径,这个问题留到后面介绍)。图2-21c中则是等分齿和不等分齿叠加对比的图形。 2.1.4 铰孔尺寸的变化与铰刀公差■铰削过程中的扩张量与收缩量 在切削加工实际生产过程中,各类定尺寸刀具在切削过程中均存在不同程度的扩张或收缩,特别是在中小孔的精加工中最常用的铰刀。由于铰削时的加工余量较小,一般为0.05~0.20mm,有分析认为铰刀的几何角度(主偏角κr、刀尖圆弧半径rε和切削刃钝圆半径rn等)决定了铰削过程是一个非常复杂的切削、挤光和摩擦的过程,所以在铰削过程中更易发生孔径扩张和收缩现象。 ◆孔径扩张的原因 在铰削过程中,由于铰孔的余量不均匀和铰刀刀齿径向圆跳动量的存在,导致铰刀在铰削过程中受力不平衡,加上铰刀的导向间隙、导向部分不圆、积屑瘤(低速积屑瘤)的形成以及铰刀安装误差等原因,造成铰出的孔有扩大现象,即孔的直径大于铰刀的直径,差值即为扩张量。 图2-21 等分齿铰刀和不等分齿铰刀(背前角为5°) ◆孔径收缩的原因 如图2-22所示,由于刃口处工件材料的变形区Ⅲ受刀尖挤压产生弹性变形,待切削刃离开后(即后面的压力消失后)这部分材料弹性恢复,加上热变形等因素的影响,造成铰出的孔孔径有收缩现象,即孔径小于铰刀直径,其差值即为收缩量。 图2-22 切削刃的切削 ◆影响铰孔扩张量或收缩量的一些因素 •影响铰孔扩张的主要因素 有分析认为多种因素都会影响孔的扩张量,例如: 1)被加工材料:有色金属(例如铝合金)的铰孔加工。 2)刀具:铰刀没有对准工件中心形成安装误差、铰刀刀齿的径向圆跳动较大、铰刀切削刃轴参数向位置不一导致某个刀齿负荷加重,铰刀轴线产生偏移、产生积屑瘤等。 3)切削用量:进给量不合适或加工余量太大、转速太高使得切削温度上升太快。 4)机床:机床主轴的径向圆跳动大、机床主轴存在轴向窜动。 5)刀柄:刀柄夹持精度不高,夹持后刀具的头部中心偏离主轴转动中心。 6)切削液:没有足够的切削液有时也会引起铰孔出现积屑瘤,从而扩大孔径。 •影响铰孔收缩的主要因素 1)被加工材料:黑色金属(例如粉末冶金、铸铁)的铰孔加工。 2)切削液:切削液选用不同可能导致收缩量加剧。例如加工铸铁时使用水溶性切削液(如乳化液)冷却时的收缩量为0.002~0.015mm,又如使用油溶性切削液(如煤油)冷却,收缩量可能增大为0.02~0.04mm。 3)切削刀具本身的几何角度(例如前面提到的-15°螺旋角和45°主偏角的组合)和刀具钝化,用硬质合金铰刀(通常钝化较大)铰削较软的材料也会导致收缩量增加。 扩张和收缩在不同条件下也可能发生在同一种材质的工件上,如铸铁。上汽通用的应用表明,对表面粗糙度Ra要求不高时常常不用切削液,此时铰出的孔产生扩张现象;但当铰孔表面质量要求较高(如Ra<1.6μm)时则必须用切削液,而这时铰出的孔会产生收缩现象:这是由于切削层厚度很小(通常仅0.025~0.10mm),切削刃表面的膜层加大了等效的钝圆半径rn,导致铰出的孔产生收缩现象。 图2-23是上汽通用曾记录的一把未涂层的硬质合金铰刀(主偏角κr为75°,6刃)加工粉末冶金材质的2.0L缸盖导管孔从锋利到磨损的过程(其切削用量为:主轴转速n=1600r/min;进给量f=0.192mm/r;加工余量ap=0.35mm;切削液:牌号VB17BC、浓度为9%~11%的乳化液),其刀具直径的变化与工件加工孔径的尺寸关系。上汽通用的工艺人员对此图的解读是:当铰刀加工工件在255件以下时,铰刀直径几乎没有变化,但工件的实测尺寸则由上极限尺寸逐渐过渡到下极限尺寸。这种现象说明铰刀刚开始试切时,刃口处于锋利状态;但随着铰刀刃口的磨钝,主切削刃与副切削刃交汇处的钝圆半径rn逐渐变大,铰刀的后面对导管孔壁的挤光摩擦的作用越来越大(分屑位置不断提高,如图2-24所示),切削方式也由首件的切削加工为主,渐渐过渡到末件的挤光切削加工为主:待铰刀加工完毕退出导管孔后,加工末期工件孔壁的弹性变形比加工初期有所增大,也就是说孔收缩量随之增大,从而出现加工工件的孔径尺寸越来越小,直至工件尺寸下降到加工要求的下极限尺寸。 ■铰刀的公差 对于孔径扩张和孔径收缩两种状况,需要用不同的铰刀。铰刀公差构成如图2-25所示。 图2-23 铰刀直径的变化与工件加工数量关系(图片来源:上汽通用公司) 图2-24 钝圆半径对分屑点位置的影响(图片来源:上海交通大学) 图2-25 铰刀公差构成 图2-25a所示的铰孔具有扩张量,其中Pmin是最小扩张量而Pmax则是孔最大扩张量。图2-25b所示的铰孔具有收缩量,其中Pamin是最小收缩量而Pamax则是孔最大收缩量。两图中黄色标有“IT”的是孔的公差带,绿色标有“G”的是铰刀制造公差,而暗红标有“N”的是铰刀的留磨量(即为铰刀刃磨后直径会减小留出的预留量)。 对于会使孔产生扩张量的铰刀,铰刀的公差带应位于孔公差带的下方,孔的上极限尺寸与铰刀直径之差应小于最大扩张量,这样即使铰刀的尺寸位于上极限尺寸,加上最大的扩张量也不会超过孔的上极限尺寸;而当铰刀重磨后实际直径加上最小扩张量后,小于孔的下极限尺寸时,铰刀便应该报废、停止使用,因为此时铰出的孔的尺寸可能会超出极限。 [url=]原文来自:《数控孔精加工刀具选用全图解》[/url]作者 : 杨晓等编著
|  /1
/1 


 发表于 2023-7-29 08:09:20
发表于 2023-7-29 08:09:20